
Изготовление пресс-форм для литья пластмассовых шестерен на заказ
Изготовление пресс-форм для литья пластмассовых шестерен на заказ

1. Введение в продукт
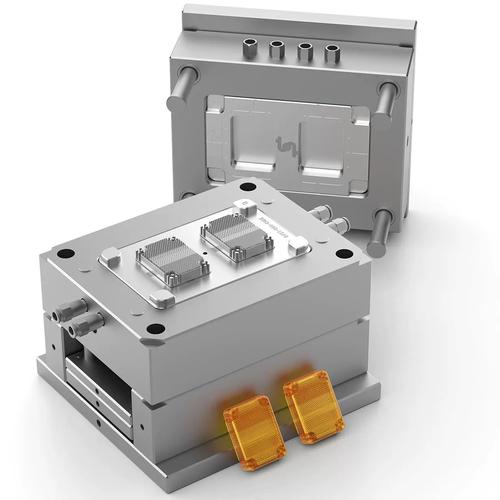
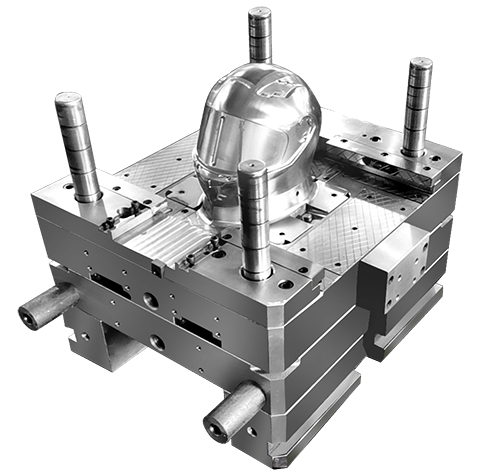
Наш Изготовление пресс-форм для литья пластмассовых шестерен на заказ Мы предлагаем решения для высокоточной оснастки при производстве высококачественных пластиковых шестерен. Литье шестерен требует предельной точности геометрии зубьев, диаметра делительной окружности и соосности. Любое отклонение приводит к шуму, вибрации, преждевременному износу или отказу системы.
Мы проектируем и изготавливаем пресс-формы для производства зубчатых передач, соответствующих стандартам AGMA, ISO или DIN. В каждой пресс-форме для изготовления полости используется электроэрозионная обработка проволокой или зубофрезерование. Результат: плавное зацепление, эффективная передача крутящего момента и увеличенный срок службы зубчатых передач.
Наши пресс-формы подходят для изготовления прямозубых, косозубых, конических, червячных и внутренних кольцевых зубчатых передач. Области применения включают автомобильные приводы, робототехнику, электроинструменты, медицинские приборы и бытовую электронику.
2. Основные преимущества
| Выгода | Описание |
|---|---|
| Точность профиля зуба | Допуск ±0,01 мм на геометрию зубьев обеспечивает правильное зацепление. |
| Точность окружности шага | Точная обработка полостей гарантирует стабильное межосевое расстояние. |
| Интеграция дизайна | Литые ступицы, ребра, подшипниковые поверхности и элементы, предотвращающие люфт. |
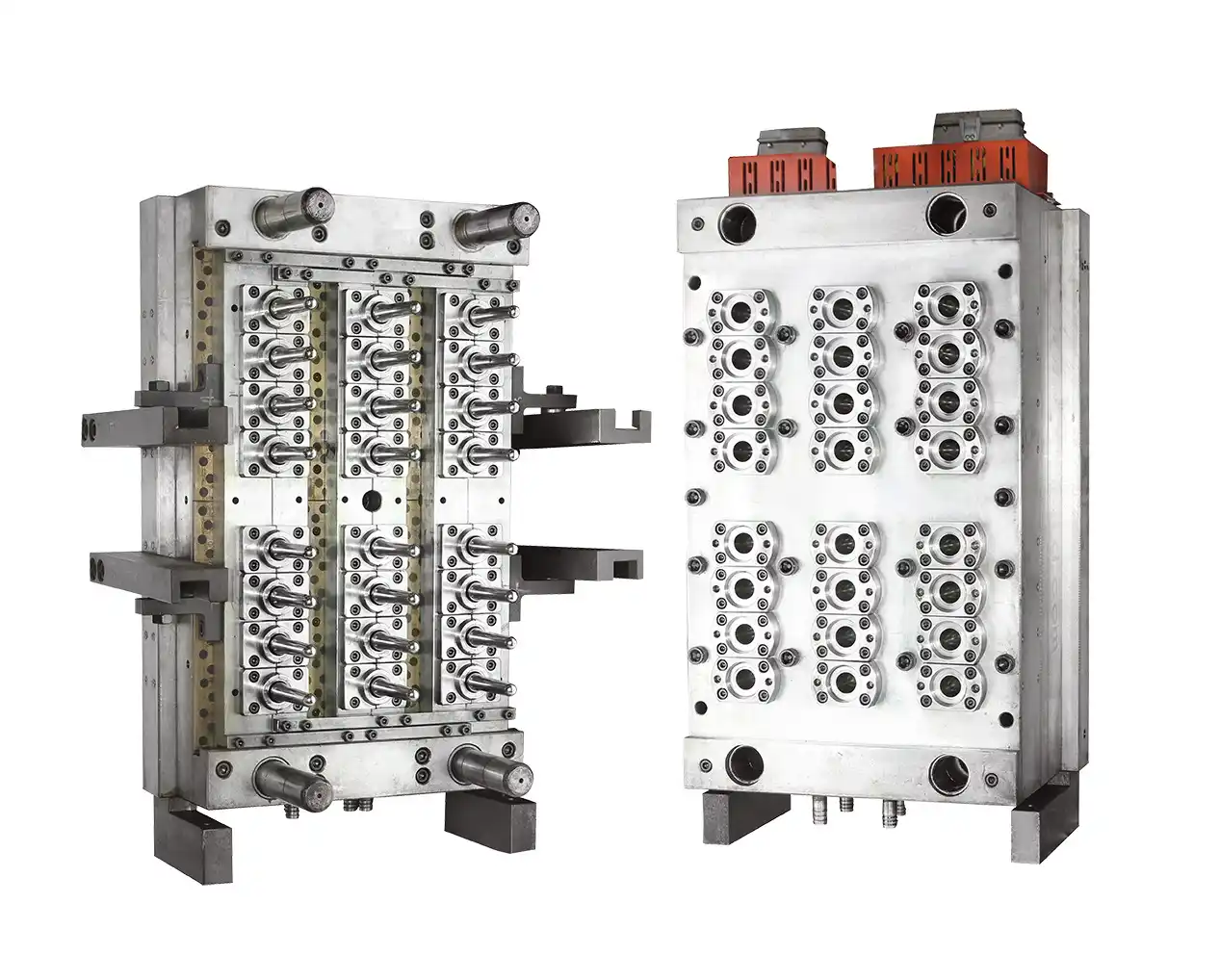
| Многоканальный выход | 2, 4, 8 или 16 полостей для крупносерийного производства |
| Износостойкость | Закаленные полости из инструментальной стали (P20, H13, D2) выдерживают более 500 000 циклов. |
| Экономическая эффективность | Снижение себестоимости одной детали за счет многогнездных пресс-форм и быстрых циклов. |
3. Типы шестерен, которые мы изготавливаем методом литья.
| Тип передачи | Типичные области применения | Проблема плесени |
|---|---|---|
| Цилиндрическая шестерня | Автомобильные актуаторы, принтеры, игрушки | Ровные зубы, простое выпадение |
| Винтовая передача | Электроинструменты, робототехника, трансмиссии | Для угловых зубьев требуется вращающийся сердечник. |
| Коническая зубчатая передача | Дифференциалы, медицинские приборы | Сложная геометрия зуба |
| Червячная передача | Системы рулевого управления, регулируемая мебель | Подрезы, специальное выбрасывание |
| Внутреннее зубчатое колесо | Планетарные системы, автомобильная промышленность | Внутренние зубы, удаление коронки |
4. Варианты материалов

| Материал | Ключевые свойства | Лучшие приложения |
|---|---|---|
| ПОМ (ацетал/делрин) | Низкое трение, превосходная износостойкость, стабильность размеров. | Самые прецизионные шестерни – наша главная рекомендация. |
| Нейлон (PA6/PA66) | Прочный, ударостойкий, бесшумный в работе | Автомобильные шестерни, электроинструменты |
| Нейлон + стекловолокно | Высокая прочность, жесткость, термостойкость | Промышленные шестерни для тяжелых нагрузок |
| ПБТ | Обладает хорошей химической стойкостью и низким влагопоглощением. | Датчики, электроника |
| ПИК | Устойчивость к экстремальным температурам, высокая прочность | Аэрокосмическая, медицинская, высокопроизводительная зубчатая передача |
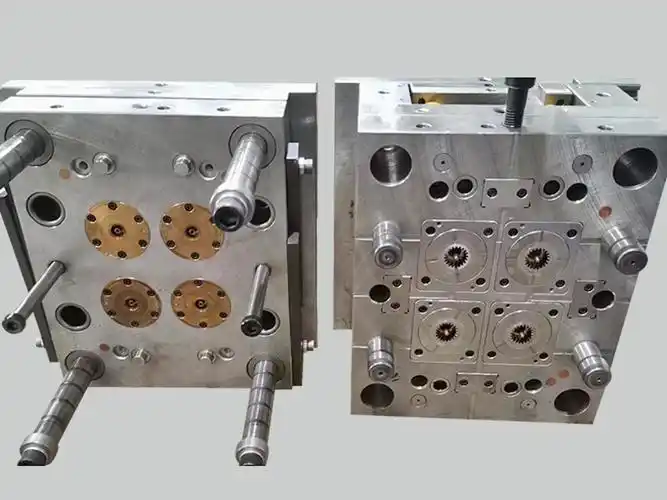
5. Изготовление полостей зубчатых передач – электроэрозионная обработка проволокой и зубофрезерование.
Электроэрозионная обработка проволокой (Wire EDM)
Тонкая латунная проволока вырезает профиль зуба с помощью электрических искр.
Точность: профиль зуба ±0,005 мм
Качество поверхности: RA 0,4 мкм или лучше.
Идеально подходит для: зубчатых передач с малым шагом, внутренних зубчатых передач, прототипов.
Зубофрезерование (для вставок в полости)
Вращающаяся фреза вырезает зубья из закаленной стали.
Точность: профиль зуба ±0,01 мм
Чистота поверхности: RA 0,8 мкм
Идеально подходит для: пресс-форм для крупносерийного производства, зубчатых передач с крупным шагом.
Проверка качества: Каждая зубчатая рейка проходит проверку на измерительном станке для определения профиля зубьев, шага и биения.
6. Методы выталкивания из форм для зубчатых передач
| Метод выброса | Лучше всего подходит для | Описание |
|---|---|---|
| Выталкивающие штифты | Шестерни с прямыми зубьями | Штифты контактируют со ступицей шестерни или областью перемычки. |
| Пластина для снятия пленки | Тонкие шестерни, тонкие зубья | Пластина равномерно отталкивает шестерню от сердечника. |
| Вращающийся сердечник (отвинчивание) | Косозубые шестерни, резьбовые соединения | Ядро вращается во время выброса |
| Выброс воздуха | Мелкие шестерни, декоративные поверхности | Сжатый воздух сдувает шестерню с сердечника. |
Крайне важно для косозубых передач: В нашем механизме с вращающимся сердечником используются прецизионные подшипники и реечно-зубчатые передачи. Форма открывается, сердечник вращается, и шестерня отвинчивается без повреждения зубьев.
7. Расположение ворот для контроля качества зубчатых передач.
Расположение литника существенно влияет на качество зубчатых передач. Неправильное расположение литника приводит к деформации зубьев или образованию сварных швов.
| Тип ворот | Лучше всего подходит для | Влияние на зубы |
|---|---|---|
| Диафрагменная заслонка | Прецизионные шестерни | Отсутствие сварных швов на зубьях – отлично! |
| Точечный затвор (центральный узел) | 3-пластинчатая форма, косметический узел | Никаких следов на зубах – очень хорошо. |
| Краевые ворота на узле | Большинство прямозубых шестерен | Никаких следов на зубах – хорошо. |
| Краевые ворота на ободе | Большие шестерни | Возможны следы от зубов – не рекомендуется. |
Наша стандартная рекомендация: Диафрагменный или точечный затвор в центре ступицы. Это исключает наличие следов затвора или сварных швов на зубьях шестерни.
Варианты кавитации:
| Кариес | Диаметр шестерни | Производительность в час (цикл 30 секунд) |
|---|---|---|
| 1 полость | Крупные (100–200 мм) | 120 передач |
| 4 полости | Средний (30–100 мм) | 480 передач |
| 8 полостей | Малый (15–30 мм) | 960 передач |
| 16 полостей | Миниатюрные (<15 мм) | 1920 передач |
8. Выбор стали для пресс-форм
Наша рекомендация: H13 используется для большинства пресс-форм для изготовления зубчатых передач. D2 или порошковый металл — для материалов, армированных стекловолокном, или объемов производства, превышающих 1 миллион циклов.
9. Распространенные дефекты шестерен – профилактика
| Дефект | Причина | Наше решение |
|---|---|---|
| Короткий кадр | Неправильный размер ворот | Диафрагменный затвор обеспечивает полное заполнение |
| Вспышка на зубах | Плохое соответствие полости и сердечника. | Точно отшлифованные сопрягаемые поверхности |
| Сварные швы на зубьях | Несколько ворот | Единственные ворота в центре транспортного узла. |
| Искажение зуба | Неравномерное охлаждение | Конформное охлаждение по периметру шестерни. |
| Следы усадки на ступице | Толстая ступичная секция | Правильное расположение ворот и конструкция ребер |
| Отверстие некруглое | Неравномерная усадка | Оптимизированное охлаждение и давление упаковки |
10. Производственный процесс и контроль качества
Этапы изготовления пресс-формы:
Анализ конструкции зубчатой передачи (2–3 дня)
Разработка конструкции пресс-формы и проектирование с учетом технологичности использования (3–5 дней)
Обработка полостей – электроэрозионная обработка проволокой или зубофрезерование (1–3 недели)
Шлифовка стержней (3–5 дней)
Механическая обработка основания пресс-формы (1 неделя)
Сборка и установка (1 неделя)
Изготовление образца методом литья (2–3 дня)
Контрольный список для проверки качества:
✅ Профиль зуба – координатно-измерительная машина или зубоизмерительный станок (±0,01 мм)
✅ Диаметр шага – в пределах допуска AGMA/ISO
✅ Биение – менее 0,05 мм
✅ Толщина зуба – измерение по хорде или размаху
✅ Соосность отверстия ступицы – ±0,01 мм
✅ Чистота поверхности боковой поверхности зуба – RA 0,4 мкм или лучше
11. Рабочий процесс проекта
Шаг 1 – Определение характеристик снаряжения (3–5 дней)
Вы предоставляете: 3D-модель шестерни, материал, класс AGMA/ISO, количество зубьев, объем.
Мы предоставляем: концепцию пресс-формы, подсчет количества полостей, окончательную смету.
Этап 2 – Разработка пресс-формы (1–2 недели)
Детальная 3D-модель пресс-формы, расположение литниковых каналов, метод извлечения, конструкция системы охлаждения.
Этап 3 – Изготовление пресс-формы (4–8 недель)
Обработка полостей (электроэрозионная обработка проволокой или зубофрезерование), шлифовка сердечников штифтов, сборка.
Шаг 4 – Отбор проб (2–3 дня)
Образцы зубчатых передач, отчет об измерениях зубчатых передач, отгрузка 20–50 образцов.
Шаг 5 – Производство или доставка
Ваше одобрение, пресс-форма поставляется с комплектом запасных частей.
Общее время выполнения заказа: 6–10 недель
12. Технические характеристики
| Параметр | Диапазон / Варианты |
|---|---|
| Тип шестерни | Шпорообразный, винтовой, скошенный, червячный, внутренний кольцевой |
| Модуль (метрический) | от 0,2 мм до 4,0 мм |
| Диаметральный шаг (имперский) | 120 до 6 |
| диаметр шестерни | от 5 мм до 300 мм |
| Класс качества AGMA | Вопросы с 5 по 10 |
| Количество кариесов | 1, 2, 4, 8, 16 |
| Форма из стали (полость) | P20, H13, D2, порошковый металл |
| Изготовление полостей | Электроэрозионная обработка проволокой или зубофрезерование |
| Тип ворот | Диафрагма или точечная (центральная) |
| Выброс (цилиндрическая шестерня) | Выталкивающие штифты или съемная пластина |
| Выброс (винтовая передача) | Вращающийся сердечник (отвинчивание) |
| Охлаждение | Конформная защита по периметру шестерни. |
| Ожидаемый срок службы плесени (H13) | 500 000–1 000 000 циклов |
| Время выполнения | 6–10 недель |
| Гарантия | 12 месяцев |
13. Почему выбирают нас?
Более 15 лет опыт в производстве пресс-форм для зубчатых передач
Собственное производство: электроэрозионная обработка проволокой и зубофрезерование. – полный контроль качества
Бесплатный отчет DFM – Оптимизируйте конструкцию зубчатого колеса перед резкой стали.
Возможность вращающегося сердечника – для косозубых и червячных передач
Конформная конструкция охлаждения – сокращает время цикла, предотвращает деформацию
Комплексная проверка оборудования – На месте имеются координатно-измерительная машина и станок для измерения зубчатых передач.
Конкурентные цены – На 20–30% ниже, чем у многих конкурентов.
комплект запасных частей – В комплект входят выталкивающие штифты, пружины и изнашиваемые детали.
14. Запросить ценовое предложение
Готовы производить высокоточные пластиковые шестерни с помощью пресс-формы, изготовленной по индивидуальному заказу?
Что нам нужно для начала:
3D-модель шестерни (STEP, IGES, STP) или технические характеристики шестерни (модуль/DP, количество зубьев, угол зацепления).
Тип материала (ПОМ, нейлон, ПЭЭК и т. д.)
Целевой класс качества AGMA или ISO
Предполагаемый годовой объем
Особые требования (винтовая конструкция? вращающийся сердечник? отсутствие люфта?)
Какие именно услуги OEM вы предлагаете?
Наши услуги OEM (производства оригинального оборудования) позволят вам воплотить в жизнь ваши уникальные идеи для активного отдыха. Мы берем на себя весь процесс разработки и производства продукции в соответствии с вашими требованиями, дизайном и брендом. От первоначальной концепции и поиска материалов до создания прототипа, производства и контроля качества — мы станем вашим надежным партнером в производстве. Логотип и фирменный стиль вашего бренда будут нанесены на готовую продукцию.Каков ваш минимальный объем заказа (минимальный объем заказа)?
Мы понимаем, что брендам нужна гибкость, особенно при запуске новых продуктов. Поэтому мы предлагаем гибкие минимальные объемы заказа (минимальный объем заказа), которые варьируются в зависимости от сложности продукта, необходимых материалов и уровня персонализации. Мы приглашаем вас обсудить ваш проект с нами, и мы сделаем все возможное, чтобы предложить вам приемлемый минимальный объем заказа (минимальный объем заказа).Можете ли вы помочь нам разработать продукт на основе идеи или эскиза?
Конечно! Мы специализируемся на воплощении концепций в высококачественные продукты, готовые к выходу на рынок. Наша команда разработчиков будет тесно сотрудничать с вами, чтобы доработать вашу идею, выбрать подходящие материалы, создать технические чертежи и создать прототипы, пока ваша идея не будет идеально воплощена.Каковы типичные этапы процесса OEM в вашей компании?
1.Первоначальный запрос и консультация: вы рассказываете нам свою концепцию, целевой рынок и требования. 2. Смета и соглашение: мы предоставляем подробную смету и после ее одобрения подписываем соглашение об оказании услуг. 3. Исследования и разработки (НИОКР): Наша команда работает над техническими проектами, выбором материалов и разработкой образцов. 4.Прототипирование: Мы создаем физический прототип для вашей оценки и отзывов. 5. Формы: После утверждения дизайна мы создадим форму перед началом производства. 5. Утверждение образца: Вы утверждаете окончательный образец, подтверждая качество, дизайн и функциональность. 6. Массовое производство: После подтверждения вашего заказа на производство мы приступаем к изготовлению вашей продукции. 7.Строгий контроль качества (КК): мы проводим проверки на протяжении всего производства и финальную выборочную проверку перед отправкой. 8. Доставка: Мы надежно упаковываем и организуем доставку в указанное вами место назначения.Сколько времени занимает весь процесс от концепции до поставки?
Сроки выполнения значительно варьируются в зависимости от сложности продукта и объёма заказа. Общая оценка: Разработка и отбор проб: 4–8 недель. Массовое производство: 4-6 недель после утверждения образца. Обратите внимание, что это всего лишь оценка, и точные сроки будут предоставлены вместе с расценками на ваш проект.Кому принадлежат права интеллектуальной собственности (ИС) и формы/инструменты для изготовления индивидуальных изделий?
Вы сохраняете за собой 100% права собственности на ваш бренд, дизайн и интеллектуальную собственность на продукцию. Любые индивидуальные формы или инструменты, созданные специально для вашего проекта, могут быть переданы вам по соглашению сторон. Мы строго соблюдаем конфиденциальность и никогда не будем использовать ваши разработки для других клиентов.Как определяется цена OEM-заказа?
Цена за единицу определяется несколькими факторами, включая: Сложность и дизайн продукта Стоимость сырья Трудовые и производственные процессы Количество заказа Требования к упаковке Мы стремимся предлагать конкурентоспособные цены без ущерба для качества.Каков ваш процесс контроля качества?
Качество — наш главный приоритет. Наш процесс контроля качества включает в себя: Входной контроль качества (ВКК): проверка всего сырья. Контроль качества в процессе производства (ИПКК): проверки на ключевых этапах производства. Предотгрузочная инспекция (ПСИ): окончательная выборочная проверка готовой продукции на соответствие вашему образцу и нашим стандартам качества. Мы предоставляем подробные отчёты о качестве.Можем ли мы проверить продукцию перед отправкой?
Да. Мы настоятельно рекомендуем провести предотгрузочную инспекцию. Вы можете прислать своего инспектора контроля качества или нанять стороннюю инспекционную компанию для проведения проверки на нашем заводе. Мы также можем предоставить вам фотографии и видео с производства и готовой продукции.Как вы осуществляете доставку?
Мы обладаем обширным опытом доставки снаряжения для активного отдыха по всему миру. Мы можем взять на себя логистику и организовать доставку морем (для больших объёмов) или авиатранспортом (для небольших срочных заказов). Мы сотрудничаем с надёжными экспедиторами, чтобы обеспечить бесперебойную доставку. Стоимость доставки будет включена в вашу окончательную смету.
сопутствующие товары