
Китайский завод по производству пресс-форм для литья под давлением с горячим каналом на заказ
Изготовление пресс-форм для литья под давлением с горячим каналом на заказ
1. Введение в продукт – Прецизионные системы горячего литья для крупносерийного производства
Наш Изготовление пресс-форм для литья под давлением с горячим каналом на заказ Это передовые системы литья, разработанные для устранения отходов литников, сокращения времени цикла и повышения качества деталей. В отличие от обычных форм с холодным литником, системы с горячим литником поддерживают температуру расплавленного пластика внутри коллектора и сопел на точно контролируемом уровне, впрыскивая расплавленный материал непосредственно в полости через нагретые литники.
Для производителей пластиковых корпусов аккумуляторов, автомобильных компонентов, медицинского оборудования и бытовой электроники наши изготовленные на заказ горячеканальные формы обеспечивают:
Отсутствие отходов от беговых дорожек – Экономия материалов 15–30%
Более быстрые циклы – Увеличение производительности на 20–40%
Превосходное качество деталей – Отсутствие сварочных швов, усадок и следов напряжения.
Готовность к автоматизации – Полностью автоматическая работа без обрыва литников.
Каждая пресс-форма разрабатывается специально с учетом геометрии вашей детали, выбранного материала (ABS, PC, нейлон, марки UL94 V-0, стеклонаполненные пластмассы) и требований к объему производства.

2. Основные преимущества – Почему стоит выбрать форму с горячеканальной системой?
| Выгода | Описание |
|---|---|
| Экономия материалов | Нет необходимости выбрасывать литники или отводы – экономия 15–30% на конструкционных пластиках. |
| Сокращение циклов | Исключает необходимость охлаждения и удаления литников – ускоряет производство на 20–40%. |
| Более высокое качество деталей | Точное управление литниковым каналом снижает образование сварочных швов, усадок и внутренних напряжений. |
| Полная автоматизация | Формы работают непрерывно без вмешательства оператора для удаления литников. |
| Гибкое размещение ворот | Несколько капель горячего нанесения можно разместить в любом месте детали. |
| Равномерное заполнение полостей | Сбалансированный поток расплава обеспечивает получение идентичных деталей из многогнездных пресс-форм. |
Для корпусов батарей, требующих огнестойких материалов UL94 V-0 (которые являются дорогостоящими), экономия на материалах часто окупает оснастку для горячеканальной системы в течение первого года производства.
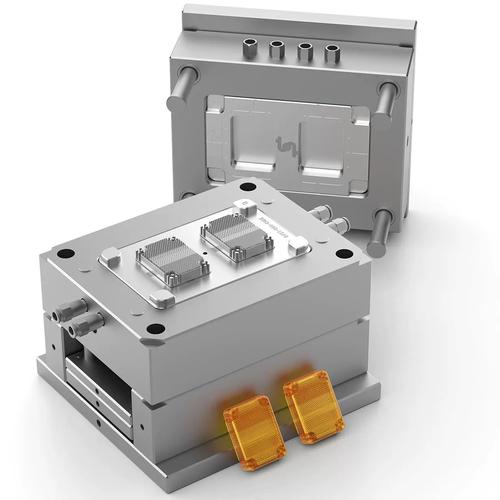
3. Компоненты системы горячего литья – что находится внутри пресс-формы?

Полная система горячего литья состоит из нескольких высокоточных компонентов, работающих совместно:
3.1 Коллектор (распределительная пластина)
Изготовлено из высокопрочной стали (P20, H13 или нержавеющей стали).
Внутренние каналы для равномерного распределения расплава
Нагрев осуществляется с помощью картриджных нагревателей или термостержней.
Температурные зоны регулируются независимо.
3.2 Сопла
Доступны в различных вариантах длины, диаметра и типа наконечника.
Открыть сопло – Простой, экономичный, подходит для большинства материалов.
Сопло задвижки клапана – Механический штифт закрывает ворота, устраняя следы от ворот, идеально подходит для отделки поверхностей.
3.3 Нагреватели и термопары
Ленточные или картриджные нагреватели высокой мощности
Термопары J-типа или K-типа для точной обратной связи по температуре (точность ±1°C).
3.4 Регулятор температуры
Многозонное ПИД-регулирование (от одной зоны до 48 и более зон)
Защита от перегрева и функции диагностики
Совместимость с формовочной машиной или автономное устройство.
3.5 Система коллекторных пластин и зажимов
Поддерживает коллектор и обеспечивает герметичность по отношению к формовочной плите.
Предотвращает утечку расплава при использовании уплотнений высокого давления (до 30 000 фунтов на квадратный дюйм).
4. Типы сопел – выбор оптимального решения для вашей детали
| Особенность | Открытое сопло | Форсунка клапана |
|---|---|---|
| Остатки ворот | Небольшой выступ (0,5–1 мм) | Практически плоская поверхность (0–0,1 мм) |
| Лучше всего подходит для | Скрытые поверхности, не являющиеся косметическими элементами детали. | Видимые поверхности, корпуса батарей, медицинские детали |
| Диапазон материалов | Стандартные термопласты | Все материалы, включая стеклонаполненные и огнестойкие марки. |
| Время цикла | Очень быстро | Немного дольше из-за срабатывания штифта. |
| Расходы | Ниже | Более высокое значение (из-за цилиндров и штифтов) |
| Обслуживание | Проще | Требуется периодическая замена штифта и уплотнения. |
Наша рекомендация: Для видимых пластиковых корпусов батарей или декоративных компонентов всегда выбирайте сопла с клапанным механизмом, чтобы добиться аккуратного и профессионального вида без последующей обрезки после формовки.
5. Возможности индивидуального проектирования – с учетом особенностей вашей детали и материала.
Каждая система горячего литья, которую мы производим, разрабатывается индивидуально для вашего конкретного применения. Наш процесс проектирования включает в себя:
5.1 Анализ расположения ворот
Моделирование потока расплава для определения оптимального положения литниковых каналов.
Избегайте образования сварных швов вблизи критически важных элементов (ребр, выступов, защелок).
Последовательность регулировки фаз газораспределения для крупных или сложных деталей.
5.2 Сбалансированная текучесть расплава
Каналы коллектора спроектированы с использованием вычислительной гидродинамики (CFD).
В многогнездных формах перепад давления одинаков для каждой полости.
Расчеты нагрева при сдвиге для термочувствительных материалов (ПК, нейлон)
5.3 Управление тепловым расширением
Конечно-элементный анализ (КЭА) коллектора и основания пресс-формы.
Расширительные зазоры рассчитаны таким образом, чтобы предотвратить заедание при рабочей температуре.
Надлежащая предварительная натяжка уплотнений и центрирующих штифтов.
5.4 Характеристики, специфичные для материала
| Материал | Особые соображения |
|---|---|
| Стеклонаполненный (GF) | Износостойкие наконечники форсунок, коллектор из закаленной стали. |
| UL94 V-0 FR пластмассы | Коррозионностойкие компоненты, точный контроль температуры для предотвращения деградации. |
| ПК / ПК-АБС | Большие каналы для потока, медленный впрыск, предпочтительны задвижки клапанов. |
| Нейлон (PA6/PA66) | Во время простоя систему горячего канала необходимо останавливать, чтобы предотвратить её деградацию. |
| ТПЭ / ТПВ (мягкие материалы) | Большие затворы, открытые сопла, как правило, достаточны. |
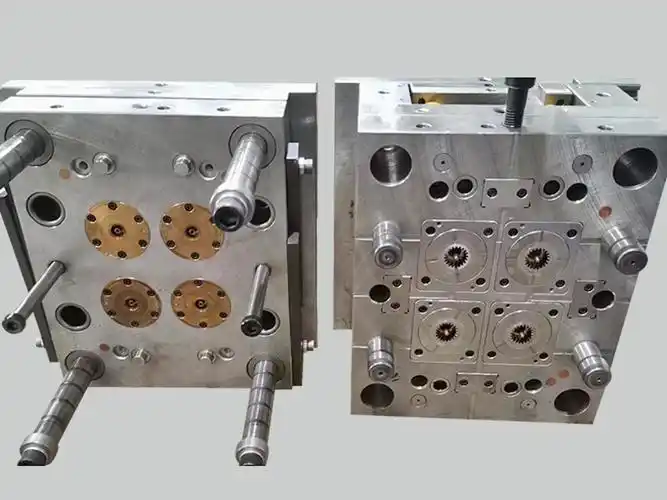
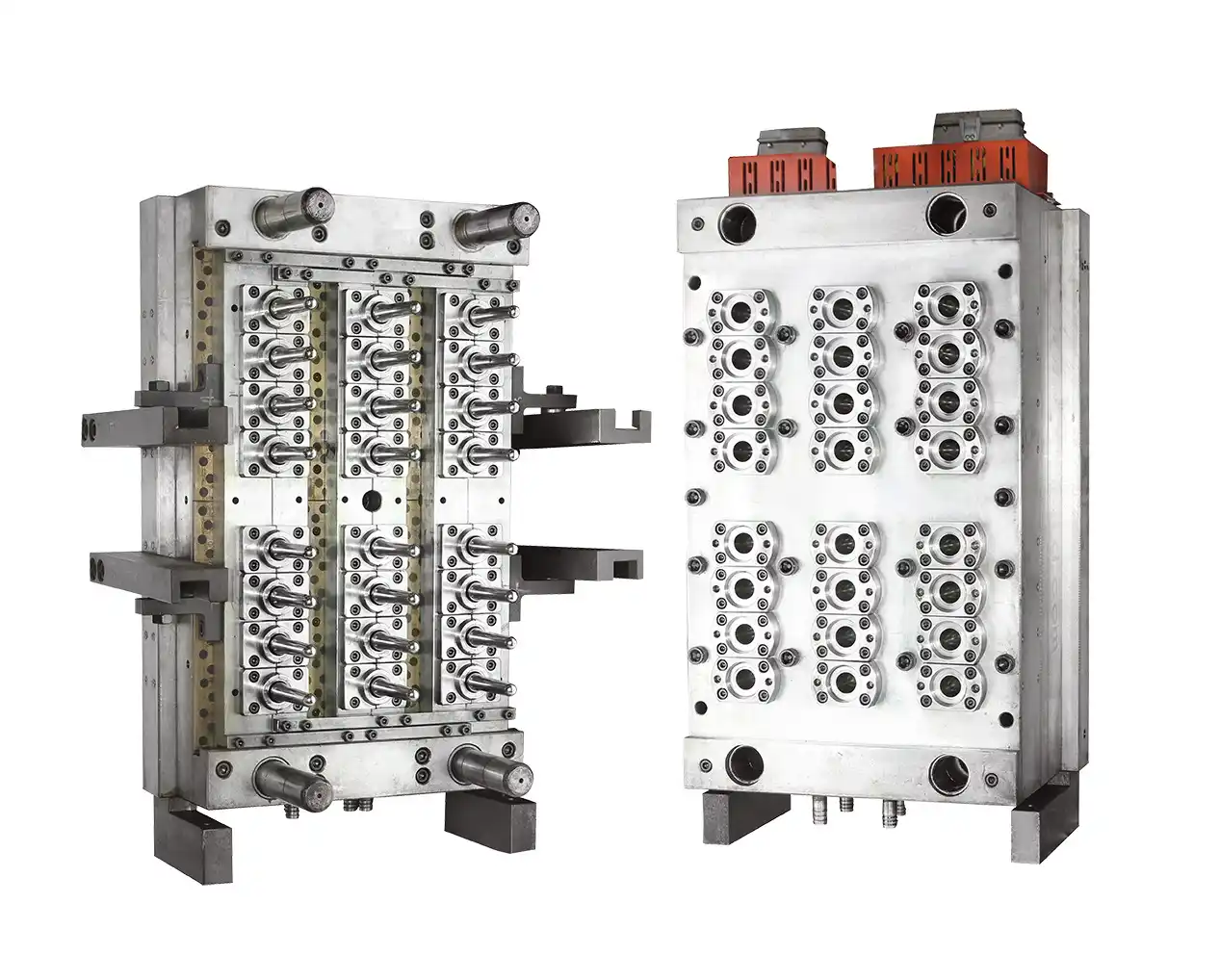
6. Многогнездные и семейные конфигурации пресс-форм

Для максимальной производительности при крупносерийном производстве корпусов для аккумуляторных батарей мы проектируем горячеканальные пресс-формы со следующими характеристиками:
| Количество кариесов | Типичное применение | Выпуск за цикл (1-минутный цикл) |
|---|---|---|
| 2 полости | Крупные детали, первоначальная проверка | 120 деталей/час |
| 4 полости | Аккумуляторные лотки среднего размера, корпуса для электроинструментов | 240 деталей/час |
| 8 полостей | Корпуса малого и среднего размера, большой объем производства. | 480 деталей/час |
| 16 полостей | Сверхкомпактные детали (держатели для элементов питания 18650) | 960 деталей/час |
| 32+ кариеса | Миниатюрные компоненты (разъемы, прокладки) | Более 1920 деталей в час |
Семейные плесени – Различные номера деталей в одной и той же пресс-форме (например, верхняя крышка + нижний корпус + защелка). Системы горячего литья позволяют независимо управлять литниковым каналом для каждого типа деталей.
7. Контроль температуры – сердце системы горячего канала.
Точный контроль температуры имеет решающее значение для эффективной работы горячеканальных систем. Наши системы обладают следующими характеристиками:
7.1 Независимое зональное управление
Каждая зона форсунки и коллектора оснащена отдельным нагревателем и термопарой.
Типичная система: от 4 до 48 зон.
Точность: ±1°C от заданного значения
7.2 Расширенные алгоритмы ПИД-регулирования
Автоматическая настройка для каждой зоны
Адаптивное управление для различных материалов и циклов.
Функция плавного пуска предотвращает повреждение нагревателя.
7.3 Функции безопасности
Предохранительное отключение при перегреве (предел, устанавливаемый пользователем)
Обнаружение обрыва нагревателя
Защита термопары от обратной полярности
Мониторинг тока утечки
7.4 Варианты контроллера
| Тип контроллера | Лучше всего подходит для | Функции |
|---|---|---|
| Базовый (1–8 зон) | Небольшие формы, одногнездные | Ручная настройка, простой интерфейс |
| Средний диапазон (8–24 зоны) | Производственные формы, 4–8 полостей | Автонастройка, регистрация данных, удаленный доступ |
| Элитный сегмент (24–48+ зон) | Крупногабаритные многогнездные формы, сложные системы | Сенсорный экран, Ethernet/IP, интеграция с формовочной машиной |
8. Производство и качество – изготовление долговечных пресс-форм
Наши горячеканальные формы изготавливаются на собственном производстве с использованием высокоточного оборудования с ЧПУ и строгого контроля качества.
8.1 Производственный процесс
| Шаг | Описание |
|---|---|
| 1. Проектирование и моделирование | 3D-моделирование, моделирование потока расплава, тепловой анализ методом конечных элементов |
| 2. Выбор материалов | Инструментальная сталь (P20, H13, 420SS) или алюминий для прототипирования |
| 3. Обработка на станках с ЧПУ | 5-осевое фрезерование, электроэрозионная обработка проволокой для каналов подачи жидкости. |
| 4. Термическая обработка | Закалка, отпуск, азотирование (для повышения износостойкости) |
| 5. Шлифовка и полировка | Качество поверхности RA 0,4 мкм или лучше. |
| 6. Сборка | Установка нагревателя, термопары и форсунки. |
| 7. Проверка на герметичность | Испытание коллектора давлением при давлении, в 1,5 раза превышающем рабочее. |
| 8. Термические испытания | Проведите замеры при рабочей температуре и проверьте все зоны. |
8.2 Контрольный список контроля качества
✅ Контроль размеров коллектора и форсунок (координатно-измерительная машина, ±0,01 мм)
✅ Проверка электробезопасности (сопротивление изоляции 10 МОм при 500 В)
✅ Проверка точности термопары (±1°C)
✅ Соосность затвора (в пределах 0,05 мм)
✅ Плоскостность наконечника сопла (в пределах 0,02 мм)
✅ Плоскостность коллектора (в пределах 0,02 мм по всей длине 300 мм)
9. Совместимость материалов – Какие детали можно использовать в наших горячеканальных системах?
Наши системы горячего литья совместимы со всем спектром термопластов:
| Материальное семейство | Примеры | Пригодность для использования в условиях высокой температуры |
|---|---|---|
| Стандарт | АБС, ПС, ПП, ПЭ | Отлично – открытый или с клапаном. |
| Инженерное дело | ПК, ПК/АБС, ПА6, ПА66, ПОМ | Очень хорошо – рекомендуется использовать клапанный затвор. |
| Огнестойкий | Классы UL94 V-0, V-1, V-2 | Хорошо – используйте коррозионностойкую сталь для огнезащитных добавок. |
| Стеклонаполненный | Нейлон+GF, ПК+GF, ПБТ+GF | Хорошо – требуются закаленные наконечники и уплотнения. |
| Высокая температура | PEEK, PPS, PEI (Ultem) | Да – высокотемпературные форсунки (до 450°C) |
| Эластомеры | ТПЭ, ТПВ, ТПУ | Да – обычно используются большие затворы и открытые сопла. |
| Биосмолы | НОАК, ФА | Да – более низкие температурные режимы |
Мы НЕ рекомендуем использовать термотренажёры в следующих случаях: ПВХ (разлагается при длительном нагревании), термореактивные полимеры (отверждаются в коллекторе) или материалы с высокой концентрацией наполнителя (50% наполнителя).
10. Интеграция с вашей формовочной машиной
Наши системы горячего литья разработаны для установки на стандартные литьевые машины всех основных производителей:
Сила зажима: от 50 до 2000+ тонн
Размер планшета: Нестандартные размеры расположения болтов и установочного кольца.
Электрическое соединение: Одноконтактный многоконтактный разъем (HARTING, Amphenol или по указанию заказчика)
Привод затвора клапана: Пневматический (стандартный) или гидравлический (для работы под высоким давлением)
Интерфейс машины: SPI, Euromap или пользовательский протокол
Поддержка установки: Мы предоставляем подробные монтажные чертежи, схемы электропроводки, а также помощь в вводе в эксплуатацию на месте или удаленно.
11. Техническое обслуживание и ремонт – поддержание работоспособности вашей плесени
Правильное техническое обслуживание продлевает срок службы горячеканальных систем до 500 000+ циклов. Мы предоставляем:
11.1 Рекомендуемый график технического обслуживания
| Интервал | Задачи |
|---|---|
| Ежедневно | Проверьте коллектор и форсунки на наличие утечек, убедитесь, что все зоны достигли заданной температуры. |
| Еженедельно | Очистите наконечники ворот, проверьте электрические разъемы. |
| Ежемесячно | Измерьте сопротивление нагревателя, проверьте целостность термопары. |
| Каждые 100 000 циклов | Замените наконечники форсунок и уплотнения, осмотрите коллектор на предмет износа. |
| Каждые 500 000 циклов | Полная разборка, замена нагревателя, шлифовка коллектора. |
11.2 Комплекты запасных частей
Мы поставляем комплекты запасных частей, изготовленные на заказ, включающие:
Сменные наконечники и уплотнители для форсунок (50–100 шт.)
Запасные нагреватели и термопары (по 2 на зону)
Уплотнительные прокладки и кольца
Штифты и цилиндры задвижек (для систем задвижек)
12. Области применения – Отрасли, которые мы обслуживаем
Наши пресс-формы с горячим каналом, изготовленные на заказ, используются в самых разных отраслях промышленности:
| Промышленность | Типичные детали | Преимущества Hot Runner |
|---|---|---|
| Аккумуляторы и системы хранения энергии | Корпуса батарей, держатели элементов, изоляторы клемм | Экономия материалов (дорогостоящий пластик UL94 V-0), чистый внешний вид ворот. |
| Автомобильная промышленность | Внутренняя отделка, компоненты под капотом, линзы фар | Многогнездная конструкция для больших объемов производства, исключающая образование сварочных швов. |
| Медицинский | Шприцы, диагностические кассеты, корпуса для устройств | Чистая формовка (без литниковой пыли), клапанный затвор для улучшения внешнего вида. |
| Бытовая электроника | Чехлы для телефонов, рамки для ноутбуков, устройства для умного дома | Семейные формы, несколько литников для крупных деталей |
| Упаковка | Крышки, колпачки, тонкостенные контейнеры | Быстрые циклы, формы с 32+ полостями |
| Промышленный | Шестерни, соединители, корпуса инструментов | Возможности применения стеклонаполненных материалов |
13. Рабочий процесс проекта – от запроса до производства.
Схема 6-этапного процесса: Запрос → Проектирование → Производство → Сборка → Тестирование → Доставка]
Шаг 1: Анализ требований (2–3 дня)
Вы предоставляете: чертеж детали/3D-модель, материал, объем, технические характеристики формовочной машины.
Мы предоставляем: предварительную смету, предложение по размещению ворот, рекомендации по количеству пустотелых конструкций.
Шаг 2: Детальное проектирование (1–3 недели)
3D-модель всей горячеканальной сборки
Моделирование потока расплава и тепловой конечно-элементный анализ
Подробные производственные чертежи
Этап 3: Производство (4–8 недель)
Механическая обработка коллекторов, термообработка, шлифовка.
Установка форсунки и нагревателя
Контроль качества на каждом этапе
Шаг 4: Сборка и тестирование (1 неделя)
Полностью собранная система горячего канала в основании формы.
Термостатическое испытание (все зоны достигли заданной температуры, утечек нет).
Проверка электробезопасности
Шаг 5: Изготовление образца в форме (необязательно, 1–3 дня)
Мы проводим тестирование образцов на наших собственных машинах для литья под давлением.
Предоставьте образцы деталей и параметры процесса.
Шаг 6: Доставка и ввод в эксплуатацию (срок доставки 1 неделя)
Упаковано в ящик для безопасной транспортировки.
Доступна поддержка по установке на месте или удаленно.
Типичное общее время выполнения заказа: 6–12 недель в зависимости от сложности.
14. Технические характеристики – Полная справочная информация
| Параметр | Диапазон / Варианты |
|---|---|
| Материал коллектора | P20, H13, нержавеющая сталь 420 или алюминий (прототип) |
| Тип сопла | Открыть сопло или задвижку клапана (пневматическую или гидравлическую). |
| Количество кариесов | От 1 до 32+ (на заказ) |
| диаметр затвора | 0,8 мм – 4,0 мм |
| Максимальная температура плавления | 450 °C (для PEEK, PPS) |
| Максимальное давление во впускном коллекторе | 30 000 фунтов на квадратный дюйм (2070 бар) |
| Точность контроля температуры | ±1°C |
| Зоны контроллера | От 1 до 48+ (на заказ) |
| связь с контроллером | SPI, Euromap, Ethernet/IP, Profibus |
| Тип нагревателя | Картридж (коллектор) или лента (форсунка) |
| Тип термопары | J-типа или K-типа |
| Электрическое соединение | Одноконтактный многоконтактный разъем (по выбору заказчика) |
| Совместимость с плесенью | Стандартные размеры прижимной плиты, нестандартное установочное кольцо. |
| Гарантия | 12 месяцев на запчасти и работу |
15. Почему стоит выбрать нас в качестве партнера по организации горячих гонок?
Обладая более чем 15-летним опытом проектирования и производства систем горячего литья, мы предлагаем:
Собственная инженерная команда – Никакого аутсорсинга. Мы проектируем, моделируем и производим под одной крышей.
Анализ текучести при свободной формовке – Мы проверяем местоположение ворот и баланс насыпного грунта, прежде чем вы утвердите проект.
Короткие сроки выполнения заказа – 6–8 недель для стандартных систем, 10–12 недель для сложных многополостных систем.
Конкурентные цены – На 15–25% дешевле, чем у ведущих производителей систем горячего литья аналогичного качества.
Глобальная поддержка – Техническая поддержка на английском и китайском языках, возможен ввод в эксплуатацию на месте.
Экспертиза в области модернизации – Мы можем заменить вышедшие из строя системы горячего литья в существующих пресс-формах любого производителя (Husky, Mold-Masters, Synventive, INCOE, Yudo и др.).
Что говорят наши клиенты:
*«Мы перешли на их систему горячего литья для нашей пресс-формы корпуса батареи UL94 V-0. Количество отходов материала сократилось с 22% до менее чем 3%, а время цикла сократилось на 35%. Пресс-форма отработала 400 000 циклов без каких-либо проблем с системой горячего литья».* – Руководитель производства, компания по хранению энергии
16. Запросите ценовое предложение – начните свой проект по созданию кастомной системы горячего литья уже сегодня!
Готовы сократить количество отходов, увеличить производительность и улучшить качество деталей с помощью изготовленной на заказ горячеканальной пресс-формы?
Что нам нужно для начала:
Деталь 3D-модели (STEP, IGES или STP)
Тип и марка материала (например, PC/ABS UL94 V-0)
Предполагаемый годовой объем (например, 500 000 деталей в год)
Технические характеристики литьевой машины (тоннаж, размер плиты, расположение выталкивателя)
Любые особые требования (ограничение на наличие придомовой территории, наличие нескольких полостей, наличие плесени в доме и т. д.)
Какие именно услуги OEM вы предлагаете?
Наши услуги OEM (производства оригинального оборудования) позволят вам воплотить в жизнь ваши уникальные идеи для активного отдыха. Мы берем на себя весь процесс разработки и производства продукции в соответствии с вашими требованиями, дизайном и брендом. От первоначальной концепции и поиска материалов до создания прототипа, производства и контроля качества — мы станем вашим надежным партнером в производстве. Логотип и фирменный стиль вашего бренда будут нанесены на готовую продукцию.Каков ваш минимальный объем заказа (минимальный объем заказа)?
Мы понимаем, что брендам нужна гибкость, особенно при запуске новых продуктов. Поэтому мы предлагаем гибкие минимальные объемы заказа (минимальный объем заказа), которые варьируются в зависимости от сложности продукта, необходимых материалов и уровня персонализации. Мы приглашаем вас обсудить ваш проект с нами, и мы сделаем все возможное, чтобы предложить вам приемлемый минимальный объем заказа (минимальный объем заказа).Можете ли вы помочь нам разработать продукт на основе идеи или эскиза?
Конечно! Мы специализируемся на воплощении концепций в высококачественные продукты, готовые к выходу на рынок. Наша команда разработчиков будет тесно сотрудничать с вами, чтобы доработать вашу идею, выбрать подходящие материалы, создать технические чертежи и создать прототипы, пока ваша идея не будет идеально воплощена.Каковы типичные этапы процесса OEM в вашей компании?
1.Первоначальный запрос и консультация: вы рассказываете нам свою концепцию, целевой рынок и требования. 2. Смета и соглашение: мы предоставляем подробную смету и после ее одобрения подписываем соглашение об оказании услуг. 3. Исследования и разработки (НИОКР): Наша команда работает над техническими проектами, выбором материалов и разработкой образцов. 4.Прототипирование: Мы создаем физический прототип для вашей оценки и отзывов. 5. Формы: После утверждения дизайна мы создадим форму перед началом производства. 5. Утверждение образца: Вы утверждаете окончательный образец, подтверждая качество, дизайн и функциональность. 6. Массовое производство: После подтверждения вашего заказа на производство мы приступаем к изготовлению вашей продукции. 7.Строгий контроль качества (КК): мы проводим проверки на протяжении всего производства и финальную выборочную проверку перед отправкой. 8. Доставка: Мы надежно упаковываем и организуем доставку в указанное вами место назначения.Сколько времени занимает весь процесс от концепции до поставки?
Сроки выполнения значительно варьируются в зависимости от сложности продукта и объёма заказа. Общая оценка: Разработка и отбор проб: 4–8 недель. Массовое производство: 4-6 недель после утверждения образца. Обратите внимание, что это всего лишь оценка, и точные сроки будут предоставлены вместе с расценками на ваш проект.Кому принадлежат права интеллектуальной собственности (ИС) и формы/инструменты для изготовления индивидуальных изделий?
Вы сохраняете за собой 100% права собственности на ваш бренд, дизайн и интеллектуальную собственность на продукцию. Любые индивидуальные формы или инструменты, созданные специально для вашего проекта, могут быть переданы вам по соглашению сторон. Мы строго соблюдаем конфиденциальность и никогда не будем использовать ваши разработки для других клиентов.Как определяется цена OEM-заказа?
Цена за единицу определяется несколькими факторами, включая: Сложность и дизайн продукта Стоимость сырья Трудовые и производственные процессы Количество заказа Требования к упаковке Мы стремимся предлагать конкурентоспособные цены без ущерба для качества.Каков ваш процесс контроля качества?
Качество — наш главный приоритет. Наш процесс контроля качества включает в себя: Входной контроль качества (ВКК): проверка всего сырья. Контроль качества в процессе производства (ИПКК): проверки на ключевых этапах производства. Предотгрузочная инспекция (ПСИ): окончательная выборочная проверка готовой продукции на соответствие вашему образцу и нашим стандартам качества. Мы предоставляем подробные отчёты о качестве.Можем ли мы проверить продукцию перед отправкой?
Да. Мы настоятельно рекомендуем провести предотгрузочную инспекцию. Вы можете прислать своего инспектора контроля качества или нанять стороннюю инспекционную компанию для проведения проверки на нашем заводе. Мы также можем предоставить вам фотографии и видео с производства и готовой продукции.Как вы осуществляете доставку?
Мы обладаем обширным опытом доставки снаряжения для активного отдыха по всему миру. Мы можем взять на себя логистику и организовать доставку морем (для больших объёмов) или авиатранспортом (для небольших срочных заказов). Мы сотрудничаем с надёжными экспедиторами, чтобы обеспечить бесперебойную доставку. Стоимость доставки будет включена в вашу окончательную смету.
сопутствующие товары