






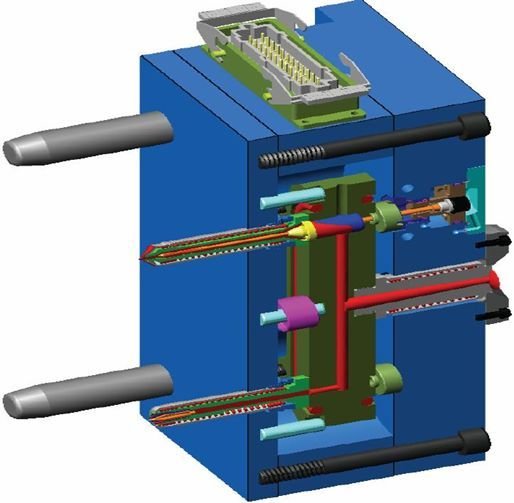
1. Фундаментальная структура литьевых форм
Пресс-форма для литья под давлением обычно состоит из двух основных половин: неподвижной половины (сторона с полостью) и подвижной половины (сторона с сердечником). Эти половины соединяются под давлением, образуя полость, в которую впрыскивается расплавленный пластик.
1.1 Компоненты основания пресс-формы
Основание пресс-формы служит несущим фундаментом, в котором размещаются все остальные компоненты:
| Компонент | Функция | Материал |
|---|---|---|
| Зажимная пластина | Соединяет пресс-форму с литьевой машиной. | P20, сталь 4140 |
| Полость пластины | Содержит оттиски, формирующие внешнюю поверхность детали. | Инструментальная сталь H13, S7 |
| Сердечник | Содержит сердечник (сердечники), формирующий внутренние элементы детали. | Инструментальная сталь H13, S7 |
| Опорная пластина | Предотвращает деформацию стержневой плиты под давлением впрыска. | Сталь 4140 |
| Корпус эжектора | Обеспечивает пространство для компонентов системы выброса | Сталь 4140 |
| Направляющие штифты/втулки | Обеспечивает точное выравнивание половин формы. | Твердосплав, инструментальная сталь |

1.2 Форма, полость и стержень
Полость и сердцевина являются наиболее важными компонентами, определяющими фактическую форму пластиковой детали:
Полость: Образует внешние поверхности детали
Основной: Формирует внутренние структуры и часто включает подрезы.
Разделительная линияПлоскость, где встречаются полость и сердцевина.
2. Основные системы литья под давлением
2.1 Система впрыска
Система впрыска направляет расплавленный пластик из сопла машины в полости пресс-формы:
Литник: Основной канал от сопла станка
БегуныКаналы, распределяющие пластик по нескольким полостям.
Ворота: Контролируемые точки входа в полость
Холодный Слизняк Колодец: Забирает первоначально охлажденный пластик из сопла
| Тип ворот | Описание | Типичные области применения | Преимущества |
|---|---|---|---|
| Краевые ворота | Расположен на части края | Чаще всего встречается для простых деталей. | Легко снимается, универсален |
| Вкладка Гейт | Небольшое расширение для вкладок | Технические детали, требующие точного заполнения | Снижает стресс, обеспечивает чистое удаление. |
| Ворота Пин Пойнт | Точка очень малого диаметра | Многогнездные пресс-формы, мелкие детали | Автоматическое разделение, минимальное количество меток |
| Ворота Горячего Бегуна | Система с подогревом, без перелива через направляющие. | Крупномасштабное производство | Отсутствие отходов, более быстрые циклы |
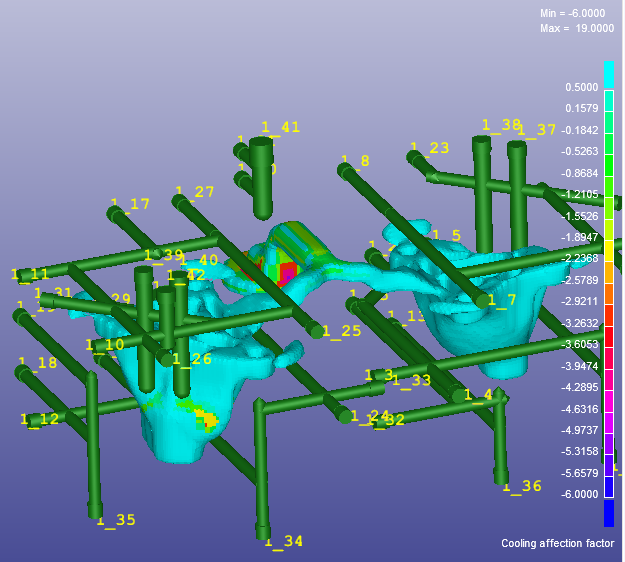
2.2 Система охлаждения
Эффективное охлаждение имеет решающее значение для сокращения времени цикла и повышения качества деталей:
Каналы охлажденияДля отвода тепла необходимо обеспечить циркуляцию воды или масла.
Системы перегородок и барботеровУлучшение охлаждения в глубоких ядрах.
Термоштифты: Перенос тепла из трудноохлаждаемых зон
2.3 Система выброса
Система выталкивания извлекает затвердевшие детали из формы:
Выталкивающие штифтыНаиболее распространенный метод: выталкивание деталей из сердечника.
Выталкиватели гильзИспользуется вокруг цилиндрических элементов.
Пластина для снятия пленки: Поднимает детали над сердечником (для тонкостенных деталей)
Выброс воздухаИспользует сжатый воздух для облегчения снятия детали.
2.4 Система вентиляции
Надлежащая вентиляция предотвращает дефекты, обеспечивая выход воздуха:
Мелководные каналыОбычно глубина на линии разъема составляет 0,01-0,03 мм.
Ветряные сосныВыталкивающие штифты с отшлифованными плоскими поверхностями для прохождения воздуха.
Пористые металлические вставки: Обеспечьте выход воздуха, одновременно блокируя пластик.
3. Специализированные системы литья под давлением
3.1 Системы бокового действия
Для деталей с поднутрениями, которые невозможно сформировать простым вскрытием пресс-формы:
СлайдыПеремещайте перпендикулярно направлению отверстия пресс-формы.
Угловые подъемникиПреобразовать вертикальное движение в горизонтальное.
Гидравлические/пневматические цилиндры: Силовые сложные движения
3.2 Системы горячего литья
Усовершенствованные системы, поддерживающие расплавленный пластик в литниках.
| Тип системы | Описание | Приложения |
|---|---|---|
| Изолированный направляющий рельс | Толстые кроссовки с теплоизолирующей оболочкой | Низкий или средний объем |
| Горячий коллектор | Нагреваемый коллектор с форсунками | Средний и высокий объем |
| Клапан с запорным механизмом | Форсунки с регулируемым запорным механизмом | Прецизионные детали, изготовленные из различных материалов. |
3.3 Системы извлечения основных компонентов
Для создания внутренних подрезов или сложных геометрических форм:
Складные сердечникиДля резьбовых деталей
Вращающиеся сердечникиПривод осуществляется с помощью шестерен или цепей.
Расширяемые ядра: Для внутренних подрезов
4. Передовые технологии литья под давлением
4.1 Многокомпонентное формование
Формование: Последовательное введение различных материалов
Совместная инъекцияОдновременная инъекция через отдельные затворы.
Многослойные формыМножественные линии разъема для повышения производительности.
4.2 Интеллектуальные системы формования
Современные пресс-формы оснащены датчиками и системами мониторинга:
Датчики давленияКонтроль давления в полости для обеспечения качества.
Датчики температуры: Обеспечить стабильное управление температурным режимом.
Датчики выбросаУбедитесь в полном снятии детали.
4.3 Системы быстрой замены
Для быстрой смены пресс-форм в производстве:
Стандартизированный монтажСистемы быстрого зажима
Модульные компонентыСменные вставки
Предварительно смонтированные соединения: Интегрированная система отопления и датчиков
5. Вопросы проектирования пресс-формы
5.1 Выбор материалов
Факторы, влияющие на выбор материала для пресс-формы:
Объём производстваДля больших объемов производства требуются более твердые и долговечные стали.
Материал деталиДля обработки абразивных или коррозионно-активных пластмасс требуются специальные стали.
Сложность деталиДля детальной проработки деталей может потребоваться превосходная полируемость.
5.2 Техническое обслуживание и долговечность
Ключевые конструктивные особенности, обеспечивающие долговечность плесени:
ИзносостойкостьВ критически важных зонах следует использовать закаленную сталь или покрытия.
Доступность: Легкий доступ для чистки и технического обслуживания
СтандартизацияПо возможности используйте стандартные компоненты.
6. Процесс изготовления пресс-форм
| Этап процесса | Описание | Используемое оборудование |
|---|---|---|
| Проектирование и инженерия | 3D-моделирование, симуляция, DFM-анализ | Программное обеспечение CAD/CAM, Moldflow |
| Подготовка материалов | Резка и выравнивание стальных блоков | Фрезерные станки с ЧПУ, пилы |
| Черновая обработка | Удаление сыпучего материала | Крупногабаритные фрезерные станки с ЧПУ |
| Термическая обработка | Укрепление критически важных компонентов | Вакуумные печи |
| Прецизионная обработка | Создание подробных функций | Станки с ЧПУ, электроэрозионные станки |
| Завершение | Полировка, текстурирование | Инструменты для полировки, текстурирование методом электроэрозионной обработки. |
| Сборка | Сборка всех компонентов | Сборочные столы |
| Испытания и отбор проб | Проверка работоспособности пресс-формы | Машина для литья под давлением |
Заключение
Пресс-форма для литья под давлением — это шедевр высокоточной инженерии, объединяющий множество систем, которые должны работать в идеальной гармонии для эффективного производства качественных пластиковых деталей. От базовой полости и сердечника до сложных систем горячего литья и интеллектуального мониторинга — каждый компонент играет решающую роль в процессе литья.
По мере совершенствования материалов и усложнения конструкций деталей технология литья под давлением продолжает развиваться. Современные пресс-формы для литья под давлением представляют собой значительные инвестиции, но при правильном проектировании и изготовлении обеспечивают непревзойденные производственные возможности.
Готовы к своему следующему проекту?
Планируете новый проект по литью под давлением? Наша команда опытных инженеров и специалистов по изготовлению пресс-форм специализируется на проектировании и изготовлении прецизионных пресс-форм, обеспечивающих исключительную производительность и долговечность. Мы предлагаем:
Консультации экспертов по дизайну: Анализ DFM для оптимизации конструкции детали с точки зрения технологичности производства
Передовые технологии производства пресс-формСовременное оборудование и проверенные процессы.
Комплексная поддержкаОт создания прототипов до полномасштабного производства: от прототипирования до полномасштабного производства.
Гарантия качества: Тщательное тестирование и отбор проб перед доставкой
Запросите ценовое предложение сегодня! Свяжитесь с нашей командой, предоставив чертежи деталей, технические характеристики и производственные требования. Мы подготовим подробное предложение, включающее рекомендации по дизайну, сроки выполнения и конкурентоспособные цены.
Сопутствующие товары и статьи
Для сравнения цен на закупочные товары и технической оценки читатели могут перейти на соответствующие страницы товаров и ознакомиться с сопутствующими статьями.
